1、冲床公称压力必须大于冲压工艺力。但对工作行程较长的工序,不仅仅是只要满足工艺力的大小就可以了,必须同时考虑满足其工作负荷曲线才行。
2、冲床的行程次数应符合生产率的要求。
3、冲床滑块行程应满足制件在高度上能获得所需尺寸,并在冲压工序完成后能顺利地从模具上取出来。对于拉伸件,则行程应在制件高度两倍以上。
4、冲床的闭合高度、工作台面尺寸、滑块尺寸、模柄孔尺寸等都要能满足模具的正确安装要求,对于曲柄压力机,模具的闭合高度应在压力机的最大装模高度与最小装模高度之间。工作台尺寸一般应大于模具下模座50-70mm(单边),以便于安装,垫板孔径应大于制件或废料投影尺寸,以便于漏料模柄尺寸应与模柄孔尺寸相符。
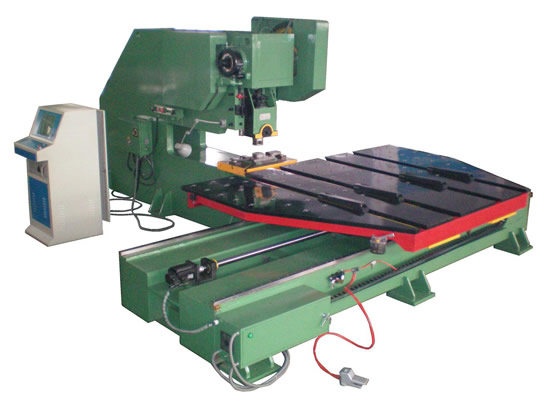
| 冲床 |  |
|