






冲床下模空隙是指冲床的上模和下模的空隙,用总差值来表示。例如:运用φ10mm的上模和φ10.3mm的下模时,下模空隙为0.3mm。我们所说的空隙指双面总空隙,是冲孔加工重要因素之一。

下模总空隙取决于待冲压板材的类型和厚度,一般来说,冲压薄板时需求选用较小的空隙,冲压厚板时选用较大的空隙。下模空隙与资料、板厚之间的关系为下模空隙=资料厚度×厚度百分比。其间,模具空隙占资料厚度百分比见表1。
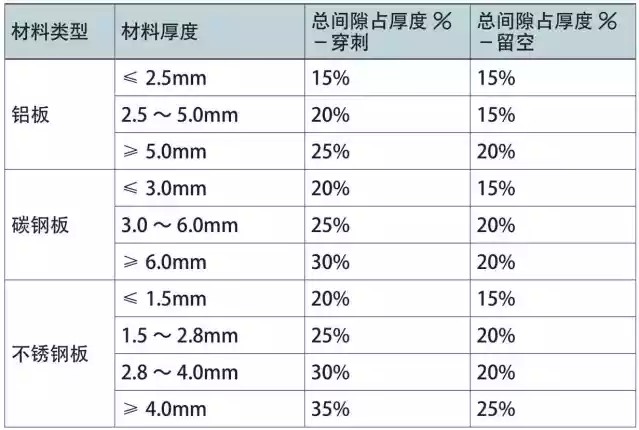
表1 模具空隙占资料厚度百分比
例如,资料为碳钢板,厚度为2mm,冲裁作用为穿刺,从表1中可查出相应的厚度百分比为20%,则下模空隙为0.4mm。
数控冲床加工工件的板厚纷歧,这需求我们折中选取一个适当的下模空隙,以到达确保加工质量和模具寿数的意图。经过查看冲压废料的边际能够了解下模空隙是否合适。当选用了正确的下模空隙,资料上下两条剪切裂纹相重合。在此情况下,冲压力、冲孔质量和模具寿数都得到很好的平衡,废料边际撕裂面与光亮面根本相同,废料只带有很小的毛刺。当下模空隙过小,资料上下开裂线的上缺口鄙人缺口内沿,资料与模具严峻冲突,此刻毛刺被揉捏硬化,难以除去。废料边际会出现小视点开裂面和较大的光亮面,如图4所示。当下模空隙过大时,资料上下开裂线的上缺口鄙人缺口外沿,模具施加更大的力才能使资料开裂。此刻废料边际会出现小视点光亮面和较大的撕裂面,与下模接触部分的毛刺被拉长。但由于毛刺没有遭到揉捏作用,会很简单被除去。







